


 您現在的位置:
您現在的位置:氣門是柴油發電機組非常重要的組成部門,今天保定恒發發電設備廠將繼續為大家介紹柴油發電機組氣門的研磨時機和研磨方法。
柴油發電機組
一、柴油發電機組氣門研磨時機
1、氣門漏氣或有輕微的斑點和燒蝕時;
2、更換了氣門、氣門座和氣門導管時。
由此可知,在維修中柴油發電機組氣門的研磨工作是經常遇到的,作為維修人員來講,必須掌握這工序的操作技能。
二、柴油發電機組氣門研磨方法
柴油發電機組氣門的研磨方法有機動研磨和手工研磨兩種。機動研磨法主要適用于柴油發電機組生產廠和大的修機械廠。其原因有二:一是氣門研磨機價格較高,二是生產廠和大的維修機械廠研磨的氣門數量多,用研磨機研磨氣門,可提高生產效率,而手工研磨主要適用于小的維修和使用單位。所以對一般的使用維修者而言,主要是掌握手工研磨法。
手工研磨氣門的步驟如下:
1、清潔氣門、氣門座及氣門導管。
2、在柴油發電機組氣門斜面上涂一層薄薄的粗研磨砂(不宜過多,以免流入導管內),同時,在氣門桿上涂上潤滑油,將氣門桿插入導管內。若氣門與氣門座均經過光磨,可直接用細砂。
3、用橡膠碗吸住氣門頭,使柴油發電機組氣門往復旋轉進行研磨,如圖4-40(a);若沒有橡膠碗,氣門頂有凹槽的,可在氣門桿上套一根軟彈簧,用螺釘旋具進行研磨,如圖4-40(b)。
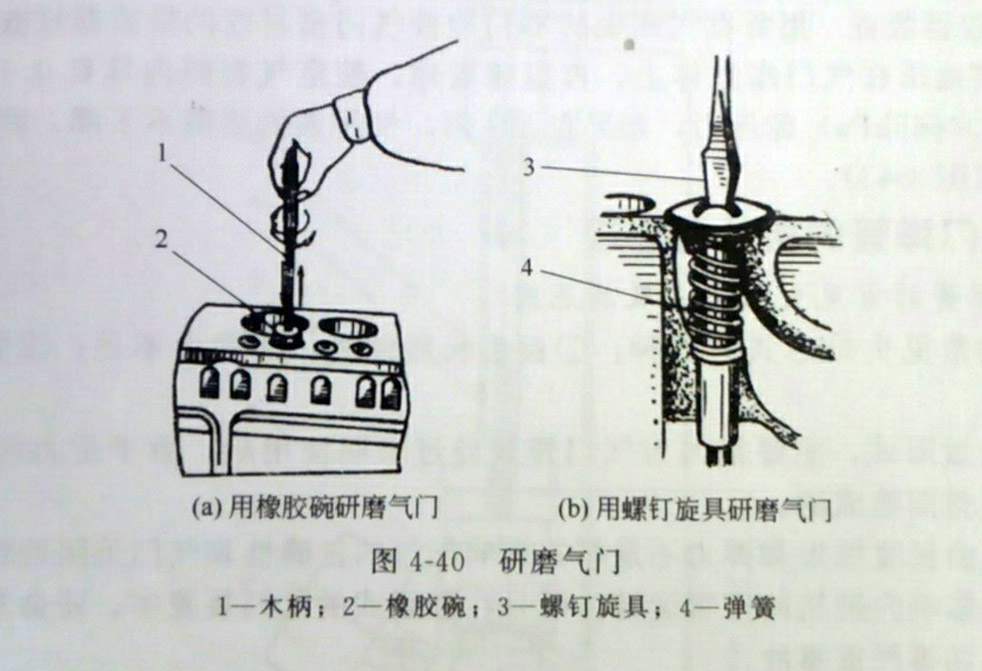
柴油發電機組研磨氣門
研磨氣門時應注意:a、在研磨中要使柴油發電機組氣門在氣門座內朝一個方向轉動,應不時提起和轉動氣門,變換氣門與座的相對位置,以保證研磨均勻:b、研磨時不應過分用力,也不要提起柴油發電機組氣門用力在氣門座上撞擊敵打,否則會將氣門工作面磨寬或磨成凹形槽痕。
4、當氣門工作面與氣門座工作面磨出一條較整齊而無斑痕、麻點的接觸環帶時,將粗研砂洗去,再換用細研磨砂研磨。
在研磨過程中,要注意檢查氣門的接觸情況:若接觸面太靠上,砂要點在接觸面的上面,將接觸面往中間趕;如果接觸面太靠下,砂要點在下面,將接觸面往中間趕;如果接觸面在中間并基本適合要求時,可在接觸面的上下兩處點砂,以便能迅速磨出接觸而來;:如果接觸面寬度太窄,砂要點在中間,以增大接觸面。
5、當柴油發電機組氣門頭部工作面磨出一條封閉的光環時,再洗去細研磨砂,涂上潤滑油,繼續研幾分鐘即可
柴油發電機組氣門工作面的寬度應按原廠規定,無原廠規定時,一般進氣門為1.00~2.00mm;排氣門為1.50~2.50mm。
了解更多柴油發電機組相關知識,請關注:www.sds30.com

